




 Current Views: 116913
Current Views: 116913
 Current Downloads: 71169
Current Downloads: 71169
Environment and Resource
ISSN Print:2707-2398
ISSN Online:2707-2401
Contact Editorial Office



Subscribe to the latest published information from SCISCAN
拉伸矫直工艺对5052铝合金显微组织和力学性能影响
Effect of Stretch Straightening Process on Microstructure and Mechanical Properties of 5052 Aluminum Alloy


-
Information:
1. 重庆科技大学冶金与动力工程学院,重庆; 2. 宝山钢铁股份有限公司中央研究院,上海
-
Keywords:
Aluminum alloy; Tension straightening; Microstructure; Mechanical properties铝合金; 拉伸矫直; 显微组织; 力学性能
- Abstract: Using annealed 5052 aluminum alloy plates as the research subject, this study systematically investigates the influence of stretch leveling process parameters on microstructure and mechanical properties. Employing a three-roll stretch leveling device, a three-factor, three-level orthogonal experiment was designed, incorporating plate thickness, tension, and reduction of thickness. Tensile tests, optical microscopy, and EBSD analysis were conducted to evaluate elongation, mechanical properties, and microstructural evolution under different process conditions. Results indicate that sheet thickness, tension, and reduction all influence stretch-straightening elongation, with tension having the most significant effect, followed by reduction, while sheet thickness has a minor impact. Increasing tension and reduction promotes effective plastic elongation. Stretch-straightening treatment markedly enhances the yield strength and tensile strength of 5052 aluminum alloy, while elongation decreases correspondingly, exhibiting typical work-hardening characteristics. Microstructural analysis revealed no significant grain size changes before and after stretch leveling, with no recrystallization occurring. The changes in mechanical properties primarily stemmed from increased dislocation density, intra-grain orientation distortion, and sub-structure evolution. Different sheet thicknesses exhibited varying responses to stretch leveling process parameters, necessitating process optimization tailored to sheet specifications. These findings provide experimental basis for establishing optimal draw-straightening process parameters for thin 5052 aluminum alloy sheets. 以退火态5052铝合金板为研究对象,系统研究拉伸矫直工艺参数对其显微组织与力学性能的影响规律。采用三辊拉伸矫直装置,设计包含板材厚度、张力和压下量的三因素三水平正交实验,通过拉伸试验、光学显微镜及EBSD分析不同工艺条件下材料的延伸率、力学性能及显微组织演变。结果表明,板材厚度、张力和压下量均对拉矫延伸率产生影响,其中张力影响最为显著,其次为压下量,板材厚度影响较小;提高张力和压下量有利于获得有效塑性延伸。拉伸矫直处理使5052铝合金屈服强度和抗拉强度明显提高,延伸率相应下降,表现出典型的加工硬化特征。显微组织分析表明,拉矫前后晶粒尺寸变化不明显,未发生再结晶,力学性能变化主要源于位错密度增加及晶内取向畸变和亚结构演化。不同厚度板材对拉矫工艺参数的响应存在差异,需结合板材规格进行工艺优化。研究结果为5052铝合金薄板拉伸矫直工艺参数的合理设定提供了实验依据。
- DOI: 10.35534/er.0802029
- Cite: 王科勇,曹零勇,曹高辉,等.拉伸矫直工艺对5052铝合金显微组织和力学性能影响[J].环境与资源,2026,8(2):214-219.
1 引言
在“双碳”战略目标驱动下,轻量化已成为航空航天、轨道交通及汽车工业的关键发展方向。铝合金特别是5052铝合金(Al-Mg系),凭借其在中等强度下的优异疲劳抗力、成形性和其在焊接时的稳定性,已经成了汽车内饰、储油系统以及复杂钣金件的支柱材料。铝合金板材的最终成型质量,往往会受其复杂的加工史的影响[1]。
5052铝合金板材在生产过程中,有多道工序会影响其板材最终质量。例如在铸造环节,铝合金的化学成分分布不均;在轧制工序时,容易产生不均匀的应力;到了热处理冷却阶段,板材不同区域温度下降速度存在差异。这些因素相互作用,导致铝合金板材难免出现波浪、弯曲等形状变形问题[2,3]。铝合金板的这些缺陷不仅影响板材外观,板材内部残留的应力,在后续切割、冲压加工过程中还会发生大幅变化,进而引发更严重的变形[4]。这个生产中的难题,直接阻碍了高性能铝合金薄板在高精度工业领域的应用。因此,如何在高效生产的同时,准确控制板材的平整程度、减小内部残留应力,不仅是生产工艺上的难题,也是科研人员和企业需要共同解决的重要问题。
在现有技术中,拉伸矫直被公认为是控制铝带材形状质量和使用性能的关键方法[5,6]。这种工艺的核心原理是,通过交替施加弯曲应力和较大张力,迫使铝带材产生微小且均匀的塑性变形。和传统的压力平整工艺不同,拉伸矫直能从根本上改变铝带材截面的应力分布,从本质上弥补铝带材在厚度方向上的长度不均问题[7,8]。需要说明的是,拉伸矫直不只是改变铝带材的外形。在0.5%到2.0%这个较小的塑性变形区间内,铝带材内部会发生明显的微观变化。对于经过退火处理的铝合金来说,位错会快速增多并发生移动。这一过程会让材料硬度增加,同时显著改变它的屈服特性和拉伸能力。更重要的是,拉伸矫直能有效减轻甚至消除5052铝合金在变形初期容易出现的吕德斯带。这一性能的改善,直接决定了铝带材在后续精密加工中,能否保持镜面般的光滑表面[5,9]。
早期研究大多集中在优化设备结构,或是利用有限元方法建立宏观力学场模型。但在实际生产线上,铝合金的拉伸矫直大多还是依靠经验,仅控制“延伸率”这一个指标。这种“黑盒式”的控制方式,严重忽略了板材厚度、动态张力、压下深度等因素相互作用时,对材料内部属性的影响[10]。目前,关于这些多因素共同作用下,材料显微组织的变化规律,还缺乏系统且定量的评价方法。
因此,本研究以经过退火处理的5052铝合金薄板为研究对象尝试突破仅改变单一因素的研究局限。研究系统设计了包含张力、压下量和板材厚度的多种实验组合,详细分析了不同工艺参数对材料力学性能和微观结构的影响。本研究的目标是说清“工艺参数—微观结构—宏观性能”之间的跨关联。结果有望为5052铝合金在复杂应用场景下设定拉伸矫直工艺提供关键的实验数据和理论参考。
2 实验材料及方法
2.1 实验材料
本文研究所使用的试验板材为宝武铝业生产的5052铝合金板,板材厚度分别为1.14mm,2.0mm和3.0mm。拉伸矫直实验所需的板材尺寸为宽度50 mm,长度1000 mm,矫直过程中张力方向沿板材的轧制方向(RD方向)。为避免板材不同位置力学性能不均匀对实验的影响,在实验前,先对轧板不同位置取样,沿RD方向测试力学性能,测试结果表明板材不同位置的力学性能误差在5%以内,因此认为板材力学性能的均一性较好。
2.2 拉伸矫直实验
本文拉伸矫直实验在自主开发的三辊矫直系统上进行,拉伸矫直系统如图1所示,整个装置由拉力实验机、3辊式拉矫装置、牵引装置、位移测量装置、数据采集系统、导向装置和底座等组成。
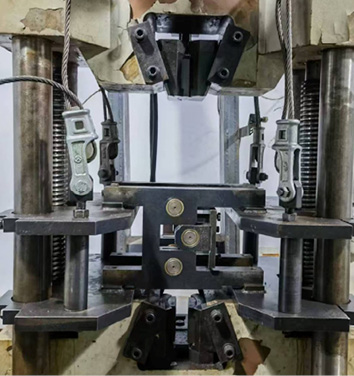
图 1 本文拉伸矫直实验所用的三辊矫直机构
Figure 1 The three-roll straightening mechanism used in the tensile straightening experiment of this study
位移测量装置用于测量拉矫装置的移动位移,主要由位移传感器和安装支座组成,位移传感器与拉矫装置相连接。参数测量系统用于测量拉矫张力、变形量和位移量。张力由拉力机设定,并由其内置的液压缸提供,实验时采用恒拉力模式,该张力为拉矫实验的铝带入口张力。变形量为实验过程中铝带的伸长量,位移量为拉矫装置向上的移动位移。数据采集系统具备延伸变形量(可计算延伸率)和位移量的数据同步采集功能,通过同时记录实验过程中带钢伸长量和拉矫装置位移量,然后在记录的曲线上选择合理的两个时刻所对应的铝带伸长量和位移量,可计算出拉矫时带钢的延伸率。
2.3 正交试验设计
为系统研究拉矫过程板材厚度、压下量和张力三个因素对5052铝合金板材力学性能和显微组织的影响规律,结合项目组前期的拉矫实验和拉矫仿真分析结果,分别设计了包含板材厚度、张力及压下量三因素三水平的正交实验方案,本文中5052铝合金正交实验表如表1所示。
表 1 5052铝合金拉矫正交实验表
Table 1 Orthogonal test table for tension straightening of 5052 aluminum alloy
| 编号 | 样品厚度/mm | 张力/MPa | 压下量/mm |
| 5052-1 | 1.14 | 40 | 1 |
| 5052-2 | 1.14 | 60 | 2 |
| 5052-3 | 1.14 | 80 | 3 |
| 5052-4 | 2 | 40 | 2 |
| 5052-5 | 2 | 60 | 3 |
| 5052-6 | 2 | 80 | 1 |
| 5052-7 | 3 | 40 | 3 |
| 5052-8 | 3 | 60 | 1 |
| 5052-9 | 3 | 80 | 2 |
为保证实验数据的可靠排除实验误差,所有的拉矫实验均至少重复一次,拉伸矫速度为0.25mm/s。由于5052板材的拉矫塑性伸长较小,为了避免拉矫后板材的伸长不显著带来的实验误差,5052铝合金板材拉矫后的延伸率计算使用设备记录数据处理,即将矫直前后板材伸长量与矫直距离的比值作为矫直延伸率。
2.4 组织和性能测试
拉伸矫直后板材力学性能测试使用样品为A50国标样,拉伸速度为3mm/min,每个拉矫工艺重复1次。相同工艺条件下的两个板材各取一个拉伸样,如果拉伸性能离散性大则再各取一个样品进行力学性能测试。
拉伸矫直后的样品使用线切割加工出长度10mm宽度10mm的样品进行光学显微观察,观察面为厚度方向沿RD平面,光学显微组织分析使用凯勒试剂侵蚀。EBSD观察前先将样品依次使用1000#,1200#,1600#,2000#,2500#水磨砂纸打磨,随后使用0.5μm金刚石抛光膏抛光,并使用氩离子抛光。EBSD表征使用场发射扫描电子显微镜(JSM-7800F),工作电压15 kV,工作电流10nA,样品倾角70°,数据处理使用AZtec软件。
3 实验结果
3.1 拉伸矫直工艺对拉矫延伸率影响
表2为拉伸矫不同工艺条件下5052铝合金板拉矫延伸率极差分析。以不同工艺条件下样品厚度、张力和压下量为因素,延伸率为目标进行极差分析,由参数下板材最终延伸率数据可以看出: 尽管板材厚度、压下量和张力均会对最终延伸率产生影响,三个因素对延伸率影响的关系为“张力 > 压下量 > 厚度”。
在5052铝合金中,厚度(A)、张力(B)、压下量(C)的水平平均延伸率分别为A1=0.2265%、A2=0.1780%、A3=0.0329%,B1=0.0346%、B2=0.1475%、B3=0.2554%,C1=0.0593%、C2=0.1031%、C3=0.2751%,对应极差RA=0.1937%、RB=0.2208%、RC =0.2158%。可以看出张力为首要因子,压下量次之,厚度影响最小;若为获得最大延伸率,各因子取值的“最佳水平”分别为A1(1.14 mm)、B3(80 MPa)、C3(3 mm),与单元试验中获得的最大延伸样本(1.14 mm、80 MPa、3 mm,延伸率0.5173%)相对一致。表明在固定绝对压下条件下,相对较薄的板材、较高张力与较大压下量的组合更有利于获得有效塑性累积。
进一步分析5052合金在40 MPa与60 MPa张力水平下的表现可以看出,其延伸率多处于0%~0.28%区间,呈现“低张力下压下难以释放”的特征;当张力提高至80 MPa且压下量≥3 mm时,延伸才出现显著跃升,这与拉矫过程中张力对接触稳定、抑制滑移及放大弯曲贡献的机理相契合。
总体看来5052铝合金的厚度主效应体现为“薄板优先”,这是因为较薄板材在相同压下量下对应更小的弯曲半径与更大的厚向应变梯度,从而更易形成贯通的塑性区。从各水平均值的单调性可观察到张力与压下量对延伸率的“协同增益”——当张力由低到高、压下量由小到大同步提升时,水平均值均呈近似线性或次线性上升;而在低张力区即便提升压下量,延伸率增幅仍然有限。
表 2 不同拉矫工艺下板材延伸率极差分析
Table 2 Range analysis of sheet elongation under different tension straightening processes
| 编号 | 样品厚度/mm | 张力/MPa | 压下量/mm | 延伸率 |
| 5052-1 | 1.14 | 40 | 1 | 0.0000% |
| 5052-2 | 1.14 | 60 | 2 | 0.1623% |
| 5052-3 | 1.14 | 80 | 3 | 0.5173% |
| 5052-4 | 2 | 40 | 2 | 0.0760% |
| 5052-5 | 2 | 60 | 3 | 0.2802% |
| 5052-6 | 2 | 80 | 1 | 0.1778% |
| 5052-7 | 3 | 40 | 3 | 0.0277% |
| 5052-8 | 3 | 60 | 1 | 0.0000% |
| 5052-9 | 3 | 80 | 2 | 0.0709% |
| 水平1延伸率均值 | 0.2265% | 0.0346% | 0.0593% | |
| 水平2延伸率均值 | 0.1780% | 0.1475% | 0.1031% | |
| 水平3延伸率均值 | 0.0329% | 0.2554% | 0.2751% | |
| 极差 | 0.1937% | 0.2208% | 0.2158% |
3.2 拉矫工艺对力学性能影响
图2展示了不同拉伸矫直工艺参数下,5052铝合金力学性能的变化情况。从图中能看出,经过拉伸矫直处理后,铝合金的力学性能发生了明显改变。研究结合正交实验数据进一步分析发现,张力(因素B)对力学性能的影响最大,压下量(因素C)的影响次之,而板材厚度(因素A)的影响相对较小。随着张力逐渐增大,铝合金的屈服强度和抗拉强度总体呈上升趋势,延伸率则出现不同程度的下降。这一现象表明,较高的张力能提升接触稳定性和拉伸作用的比例,再加上弯曲变形带来的附加塑性变形,共同让铝合金产生了明显的加工硬化现象。如果同时增加压下量,“弯曲-拉伸协同”作用产生的硬化效果会进一步增强。
具体表现为三点:一是屈服强度对压下量的变化更敏感;二是延伸率持续降低;三是抗拉强度的增长幅度通常小于屈服强度。这使得材料强度与塑性之间的平衡关系变得更加突出。
需要注意的是,不同厚度的样品在相同绝对压下量下的反应有明显不同。在以“压下量”为参数的工艺条件下,薄规格样品在相同压下量时,会形成更大的相对曲率和更陡的厚度方向应变梯度。因此,薄规格样品更容易实现强度的显著提升,但延伸率的损失也更明显。厚规格样品则因为受弯长度和接触压力重新分配的特点不同,强度增长幅度相对平缓,延伸率的保持效果更好。不过,当张力和压下量同时升高到临界值时,厚规格样品的延伸率会出现加速下降的转折点。
上述“B>C>A”的因素主效应排序,与L9(33)正交实验设计通过水平均值及极差分析得出的结果完全一致,且该规律在两种合金体系中均得到有效复现。这一结果提示,在拉矫工艺优化中,应优先保证充足张力以“打开”弯-拉协同作用窗口,再在避免表面损伤及变形局部化的前提下,通过调控压下量实现目标强度与适度延伸率的平衡,该工艺设定路径具备合理性与可行性。
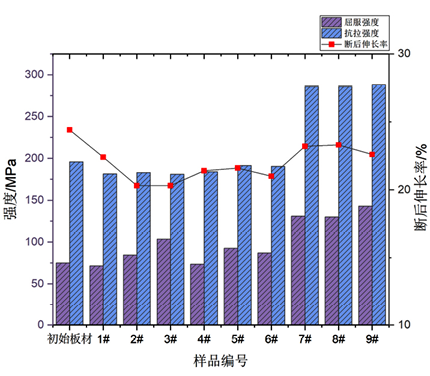
图 2 不同拉矫条件下5052铝合金力学性能
Figure 2 Mechanical properties of 5052 aluminum alloy under different tension straightening conditions
如前文所说,铝合金拉伸矫直之后板材的延伸率为表象。通过对不同厚度,张力以及压下量的配合可以获得不同的延伸率组合,在相同延伸率情况下,板材的力学性能却呈现不同的规律。为分析不同厚度铝合金板材在拉伸过程中的应力应变行为,我们分别对不同厚度的铝合金板材的应力应变曲线进行分析。如图3所示。
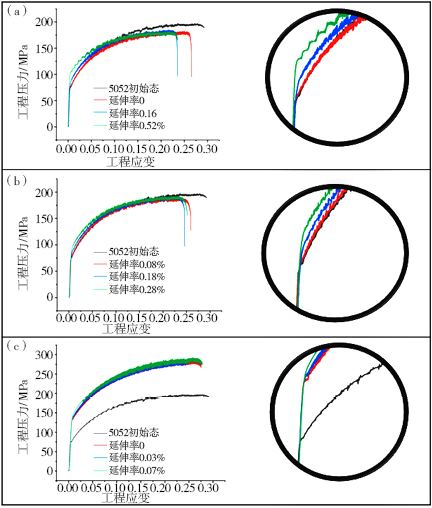
图 3 5052合金不同厚度应力应变曲线(a)1.14mm,(b)2mm,(c) 3mm
Figure 3 Stress-strain curves of 5052 alloy with different thicknesses (a) 1.14 mm,(b) 2 mm,(c) 3 mm
图3a中可以清晰地看出随着延伸率从0提高到0.52%。5052铝合金的屈服强度逐渐增加。在2mm的5052铝合金中,随着拉矫延伸率的增加,其屈服强度也呈现增长趋势。需要特别指出的是在3mm的5052铝合金中,经过拉伸矫直后,5052铝合金的强度大幅增加,即使拉矫延伸率为0,其屈服强度也显著增加。并且初始板材的应力应变曲线存在一定的屈服平台,经过拉伸矫直后屈服平台消失。5052铝合金屈服平台的消失说明拉伸矫直处理对合金的亚结构有一定的影响。
3.3 拉矫工艺对显微组织影响
通过对5052铝合金进行不同工艺参数的拉伸矫直试验并测试拉伸性能发现拉矫工艺对5052铝合金的力学性能有比较显著的影响。为进一步探究拉伸矫直工艺对力学性能的影响机制,项目组选取了部分5052合金不同工艺参数拉矫后的光学显微组织进行分析。如图4所示。
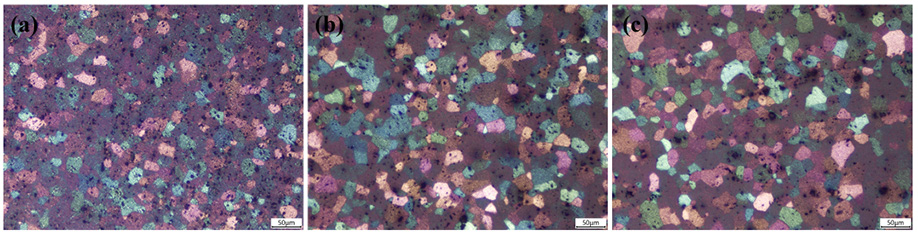
图 4 5052光学显微组织(a)初始态,(b)1.14mm,延伸率0.1623%,(c)1.14mm,延伸率0.5173%
Figure 4 Optical microstructure of 5052 alloy(a)initial state,(b)1.14 mm,elongation of 0.1623%,
(c)1.14 mm,elongation of 0.5173%
5052铝合金的光学显微组织分析表明,拉矫前后合金的晶粒尺寸均为35μm左右。拉矫处理对光学显微组织并没有明显的影响。在延伸率为0.5173%的情况下,晶粒的伸长亦不明显。从图中可以看出:在低延伸工况下(如5052-3 mm,60 MPa/1.5 mm与60 MPa/2 mm,延伸率≈0.17%;5182-3 mm,60 MPa/2 mm,延伸率≈0.10%),拉矫后晶粒的平均尺寸与形貌与初始态相比变化不大,显微组织仍以轧制态等轴/略拉长晶粒为主。这说明该级别的预塑性主要以位错密度的温和累积与晶内轻微取向畸变为主,尚不足以在光学尺度上诱发显著的晶界迁移或次级组织特征。
图5是5052铝合金不同拉矫条件下的EBSD-IPF图,其中(a) 初始态的 IPF 图显示晶粒总体呈等轴、尺寸分布均匀,取向相对分散,未见明显织构,说明板材处于低畸变、位错密度较低的状态; (b) 在拉矫塑性伸长 0.1623%(对应较低张力/压下量的工艺组合)后,晶粒外形基本保持等轴,平均尺寸变化不显著,但晶内出现更多色彩渐变与局部取向差(同一晶粒内色彩由单一向多色过渡),显示出发生了轻微取向弥散与低角度亚晶界生成,属于早期冷作引入的位错累积与亚结构细化,宏观表现为屈服强度小幅提高、延伸率略有下降,而抗拉强度变化有限。
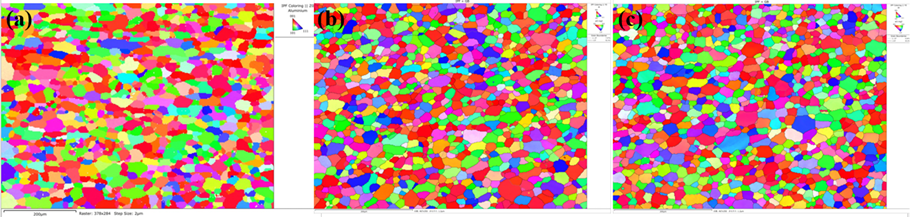
图 5 5052EBSD-IPF组织(a)初始态,(b)1.14mm,延伸率0.1623%,(c)1.14mm,延伸率0.5173%
Figure 5 EBSD-IPF microstructure of 5052 alloy(a)initial state,(b)1.14 mm,elongation 0.1623%,
(c)1.14 mm,elongation 0.5173%
当拉矫塑性伸长提高至 0.5173%(图c,较高压下量/中高张力的工艺窗口)时,部分晶粒呈现明显的取向分裂与细小片段化,显示出更高的取向畸变与低角度界面密度;晶粒几何尺度仍未发生显著粗细化,说明过程以冷作位错强化为主、未诱发再结晶。该显微响应与前述力学规律一致,随拉矫塑性增加,屈服强度显著上升而延伸率下降,抗拉强度仅小幅波动,表明拉矫通过提高晶内取向梯度与亚结构密度实现加工硬化,而对极限强度的影响弱于对屈服行为与塑性的影响。
4 结论
本文通过正交实验研究了板材厚度、张力和压下量对5052铝合金拉伸矫直效果的影响,得到如下结论:
(1)板材厚度,张力和压下量均是影响拉矫延伸率的因素,相同的拉矫延伸率可以由不同的因素相互组合实现;
(2)拉矫对铝合金力学性能有直接影响,其主要是通过改变板材亚结构进而对板材的力学性能产生影响;
(3)相同的拉伸矫直工艺对不同厚度的板材力学性能作用规律不一样,需要根据板材情况制定适应的拉伸矫直工艺。
参考文献
[1] 张银平,罗涛,魏鹏,等.铝合金热轧带卷检查线优化设计及其应用[J].轻合金加工技术,2024,52(11):37-42.
[2] 刘国勇,曾贤文,朱冬梅.7003铝合金型材在线气雾淬火数值模拟及工艺参数优化[J].湖南大学学报(自然科学版),2025,52(2):34-45.
[3] 袁海洋,陈磊,胡永会.7075铝合金厚板预拉伸矫直的仿真与试验研究[J].轻金属,2014(10):58-60.
[4] 苏然,何磊.6000系铝合金卷料矫直参数范围试验研究[J].锻压技术,2021,46(2):87-93.
[5] 房鑫,段明南,杨向鹏,等.热轧带钢无酸除鳞技术综述[J].宝钢技术,2019(1):7-14.
[6] 叶东东,邵素娟,阴子良,等.拉矫参数对带钢氧化皮剥离及酸洗性能的影响[J].表面技术,2015(7):125-130.
[7] 卞大鹏,周存龙,李中喜,等.拉弯矫直机破鳞机理的研究[J].机械工程与自动化,2013(6):86-88.
[8] 李同庆.拉弯矫直理论和酸洗拉矫机工艺设定的研究[J].冶金设备,2011(1):19-24.
[9] 王尚.轧制带钢无酸除鳞的抛丸冲击工艺仿真与实验研究[D].北京科技大学,2019.
[10] 叶东东,陈建钧,王忠建.不同应力状态下带钢的破鳞机理[J].钢铁研究学报,2016,28(1):64-70.



