




 Current Views: 120530
Current Views: 120530
 Current Downloads: 73668
Current Downloads: 73668
Environment and Resource
ISSN Print:2707-2398
ISSN Online:2707-2401
Contact Editorial Office



Subscribe to the latest published information from SCISCAN
6061/7075 异种铝合金静轴肩搅拌摩擦焊组织与力学性能研究
Study on Microstructure and Mechanical Properties of 6061/7075 Dissimilar Aluminum Alloys by Stationary Shoulder Friction Stir Welding


-
Information:
1. 重庆科技大学机械与智能制造学院,重庆; 2. 重庆大学,重庆; 3. 西南铝业( 集团) 有限责任公司,重庆
-
Keywords:
Dissimilar aluminum alloy; Stationary shoulder friction stir welding; Microstructure; Mechanical properties异种铝合金; 静轴肩搅拌摩擦焊; 显微组织; 力学性能
- Abstract: In this study, stationary shoulder friction stir welding (SSFSW) was adopted to join dissimilar 6061-T6 and 7075-T6 aluminum alloys with a thickness of 3 mm. The effects of rotational speed (400~1600 rpm) on weld formation, microstructure and mechanical properties were systematically investigated. The base materials were subjected to surface pretreatment including acetone wiping and mechanical grinding before double-sided welding, with 7075 aluminum alloy placed on the advancing side and a constant welding speed of 200 mm/min. The results show that at the rotational speed of 800 rpm, the weld surface is smooth and defect-free, and the materials in the stirring zone are fully mixed. Fine equiaxed grains with a size of 5–8 μm are formed in the nugget zone, and the Mg₂Si strengthening phase is uniformly distributed. Under this parameter, the tensile strength of the joint reaches 223 MPa (68% of the 6061 base metal) with an elongation of 5.87%, and the fracture surface exhibits ductile fracture characteristics. Excessively high or low rotational speed leads to insufficient heat input or overheating, resulting in incomplete interface fusion or grain coarsening. It is verified that the SSFSW process can effectively improve the microstructure and properties of dissimilar aluminum alloy joints by regulating the balance between heat input and mechanical stirring. 本研究针对3mm厚的6061-T6与7075-T6异种铝合金,采用静轴肩搅拌摩擦焊(SSFSW)工艺,系统研究了旋转速度(400-1600rpm)对焊缝成形、显微组织及力学性能的影响。通过丙酮擦拭、机械打磨等表面预处理后,进行双面焊接,7075置于前进侧,焊接速度固定为200mm/min。结果表明:旋转速度800rpm时,焊缝表面光滑无明显宏观缺陷,搅拌区材料混合充分,焊核区形成5-8μm的细小等轴晶,Mg2Si强化相均匀分布;此时接头抗拉强度达223MPa(6061母材的68%),延伸率5.87%,断口呈现韧性断裂特征。过高或过低的转速会导致热输入不足或过热,引起界面未融合或晶粒粗化。研究表明,SSFSW通过调控热输入与搅拌作用的平衡,可改善异种铝合金接头组织与性能。
- DOI: 10.35534/er.0802036
- Cite: 刘瑞杰,潘加龙,王婧薇,等.6061/7075异种铝合金静轴肩搅拌摩擦焊组织与力学性能研究[J].环境与资源,2026,8(2):263-272.
1 前言
铝合金是现代工业中重要的轻量化结构材料之一,在航空航天、轨道交通和汽车制造等领域被广泛使用。其中,6061-T6(Al-Mg-Si系)和7075-T6(Al-Zn-Mg-Cu系)铝合金具备良好的综合性能,因此,常运用于各类关键结构件。但是,这两种铝合金在进行异种连接工作的时候依然面临着三方面技术难题:一是界面结合强度不足,二是热影响区严重软化,以及焊接缺陷难以有效控制。各类问题相互影响,在一定程度上制约了其在实际工程中的应用。
传统熔焊方法极易产生气孔、热裂纹等缺陷,且焊接温度较高易造成合金元素烧损,进而造成接头力学性能下降。搅拌摩擦焊(FSW)虽可规避熔焊常见缺陷,但实际应用过程当中依然存在着旋转轴肩产生飞边与“鱼鳞纹”以及热输入处于不均匀状态进而引发组织性能离散等相关问题,这限制了传统FSW技术在精密构件制造中的应用[1-4]。
针对上述问题,本研究选用静轴肩搅拌摩擦焊(SSFSW)技术开展相关试验工作。技术采用固定轴肩设计,既能有效降低机械磨损问题,也能减小热输入波动,为异种铝合金实现高质量焊接提供了可靠支撑。尤其在航空航天领域薄壁构件的实际连接中,SSFSW技术的优势体现得更为突出[5]。从目前研究现状来看,6061/7075异种铝合金的SSFSW相关研究还不够系统全面,工艺参数的优化、微观组织的演变机制以及接头性能的调控等关键方面,仍有进一步深入探索的空间。
综上所述,本研究选取3mm厚的6061-T6和7075-T6两种异种铝合金作为试验对象,重点探究了旋转速度(400-1600rpm)对焊缝成形效果、显微组织形态及力学性能的具体影响规律。实验阶段,借助电子显微镜、能谱仪及X射线衍射等表征技术,对接头区域的微观组织特点展开了较为细致的观测与分析。与此同时,通过系统开展力学性能测试,明确工艺参数、微观组织与力学性能三者之间的内在关联。
2 材料与方法
2.1 实验材料
本研究所用基材为厚度3 mm的6061、7075铝合金板材,两种板材均为热处理状态,试验前将板材切割为60mm×120 mm的规格试件,两种铝合金母材主要化学成分及力学性能分别如表1、表2所示。
表 1 6061-T6 和7075-T6 铝合金化学成分(wt.%)
Table 1 Chemical compositions of 6061-T6 and 7075-T6 aluminum alloys (wt.%)
| 材料 | Si | Fe | Cu | Mn | Mg | Cr | Zn | Ti | Al |
| 6061-T6 | 0.599 | 0.547 | 0.225 | 0.115 | 1.022 | 0.11 | 0.135 | 0.025 | 余量 |
| 7075-T6 | 0.11 | 0.19 | 1.5 | 0.08 | 2.5 | 0.21 | 5.7 | 0.03 | 余量 |
表 2 6061-T6和7075-T6铝合金母材的力学性能
Table 2 Mechanical properties of 6061-T6 and 7075-T6 aluminum alloy base materials
| 抗拉强度(MPa) | 屈服强度(MPa) | 延伸率(%) | 硬度(HV) | |
| 6061-T6 | 328 | 181 | 11.4 | 120 |
| 7075-T6 | 519 | 327 | 17.1 | 170 |
铝合金在空气中易氧化,表面会迅速形成一层连续的氧化铝钝化膜。该氧化膜具有吸湿性,会抑制熔池金属的流动与铺展,是产生气孔和热裂纹的主要原因,因此必须进行严格的表面预处理。焊接前,先用砂纸打磨表面,去除氧化膜,再用丙酮擦拭待焊表面。
2.2 焊接设备及参数
焊接过程中均采用双面焊接,7075放置在前进侧(AS),6061放置在后退侧(RS)。静轴肩搅拌摩擦焊搅拌头轴肩直径10 mm,针长2.5 mm,下压量为0.25 mm,搅拌针从接触工件表面到达指定深度的下降速度为30 mm/min,上针速度为50 mm/min,式样编号及搅拌头转速、焊接速度如表3所示。
表 3 静轴肩搅拌摩擦焊工艺参数表
Table 3 Process parameters of static shoulder friction stir welding
| 式样编号 | 旋转速度 (rpm) | 焊接速度/mm/min |
| 1# | 400 | 200 |
| 2# | 800 | 200 |
| 3# | 1200 | 200 |
| 4# | 1600 | 200 |
宏微观表征与力学性能测试方案如下:观察焊缝表面形貌评价焊接成形质量;经线切割取样,运用金相分析、扫描电镜、XRD分析研究显微组织与物相;借助维氏硬度计、万能材料试验机分别测试接头硬度与拉伸性能,每组参数制备3组平行试样取平均值,并利用扫描电镜与能谱分析研究断口特征。
3 结果与讨论
3.1 旋转速度对焊缝表面成形的影响
图1为焊接速度200mm/min条件下,不同旋转速度制备SSFSW接头的宏观形貌。旋转速度400rpm时(图1a),焊缝表面存在明显残余接合线,局部区域存在未融合缺陷,这是由于热输入不足(320℃),材料塑性流动能力差,6061与7075界面未充分混合[6-8]。随着转速增加至800rpm(图1b),焊缝表面光滑平整,无肉眼可见缺陷,残余接合线消失,表明此时热输入量(380℃)适中,材料达到良好的塑化状态,在搅拌针作用下充分混合。当转速继续升至1200rpm(图1c)和1600rpm
(图1d),焊缝表面质量进一步提升,但边缘出现少量飞边,这是因为过高的热输入(450℃、520℃)使材料流动性过强,在轴肩边缘溢出。
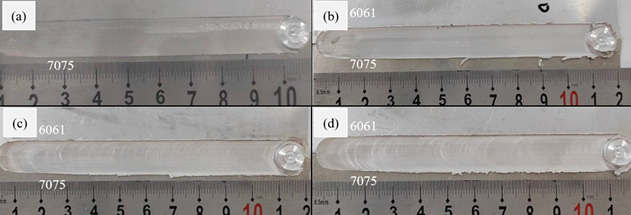
图 1 不同转速下的SSFSW焊缝宏观形貌:(a)400rpm; (b)800rpm; (c)1200rpm; (d)1600rpm
Figure 1 Macromorphology of SSFSW welds at different rotating speeds: (a) 400 rpm; (b) 800 rpm;
(c) 1200 rpm; (d) 1600 rpm
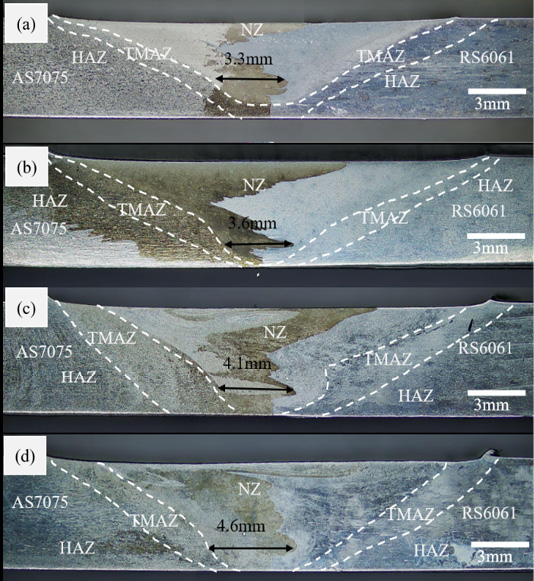
图 2 不同转速下的SSFSW接头的横截面形貌:(a) 400rpm; (b) 800rpm; (c) 1200rpm; (d) 1600rpm
Figure 2 Cross-sectional morphology of SSFSW joints at different rotating speeds: (a) 400 rpm; (b) 800 rpm; (c) 1200 rpm; (d) 1600 rpm
图2为6061-T6与7075-T6铝合金不同焊接工艺参数下SSFSW对接接头的宏观截面形貌。当轴肩保持静止状态时,SSFSW(静态轴肩搅拌摩擦焊)焊缝的飞边量显著减少,且焊缝表面的“鱼鳞”纹完全消失[9]。由试验图像可知,在所选的焊接参数下,可获得表面成形良好的焊接接头。随着旋转速度的增加,搅拌区材料之间的结合更为充分,搅拌区的界面迁移量增大。试验结果表明,在所有参数下,接头均未出现严重缺陷。当焊接速度为200mm/min、旋转速度为400rpm时,可观察到明显的残余接合区域,而当旋转速度大于400rpm后,材料之间混合均匀。这是由于当转速过低时,热输入较低,材料无法充分融合,导致对接界面处的材料不能充分搅拌破碎;而当旋转速度较高时,热输入较大,足够的热输入使两种材料充分混合。
3.2 焊接接头显微组织分析
3.2.1 7075前进侧组织
图3为1600-200的焊接接头7075侧热影响区面扫能谱图,由图中可以看出,与母材相比,HAZ中Mg、Zn元素含量降低,查阅文献及[10]EDS结果可知这些强化相为MgZn2。沉淀相(MgZn2)数量减少且尺寸增大。显微组织观察显示(图4),随着旋转速度增加,热机影响区(TMAZ)晶粒尺寸增大,位错密度显著增加。这是由于更高的热输入导致强化相溶解与粗化,削弱了析出强化效果。
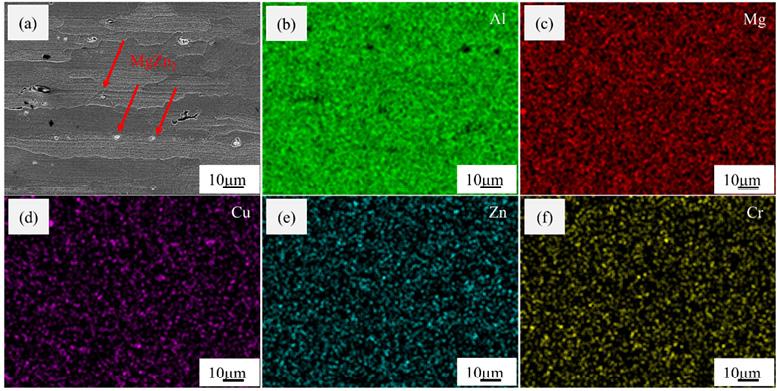
图 3 SSFSW焊接接头前进侧SEM图像及EDS面扫结果
Figure 3 SEM images and EDS mapping results of the advancing side of SSFSW welded joints
图4为不同旋转速度下SSFSW接头前进侧显微组织形貌。旋转速度持续升高,焊接热循环作用强度提升,TMAZ晶粒尺寸逐步增大,位错密度也显著增加。同时,HAZ区域的晶粒尺寸明显大于TMAZ区域[11]。
7075铝合金作为典型可热处理强化材料,其高强度特性源于独特的析出强化机制。这种Al-Zn-Mg-Cu系合金在人工时效过程中,会经历多阶段相变,这些相变过程直接影响材料最终性能。时效初期,过饱和固溶体(SSSS)形成与基体完全共格的GP区,尺寸约为2~3.5nm。当温度升至190°C左右,GP区开始转变为部分共格的η′相,作为可被位错线切割的亚稳相,它对材料强化起到关键作用。温度超过220°C后,稳定的η-MgZn2相开始析出,并在250°C附近快速生长,直至320°C时溶解。值得注意的是,GP区虽能在室温下形成,但在113~220°C区间会发生溶解[12-14]。正是相变过程对温度的敏感性,以及不同析出相对位错运动的阻碍作用,共同构成了7075铝合金强化的核心机制。
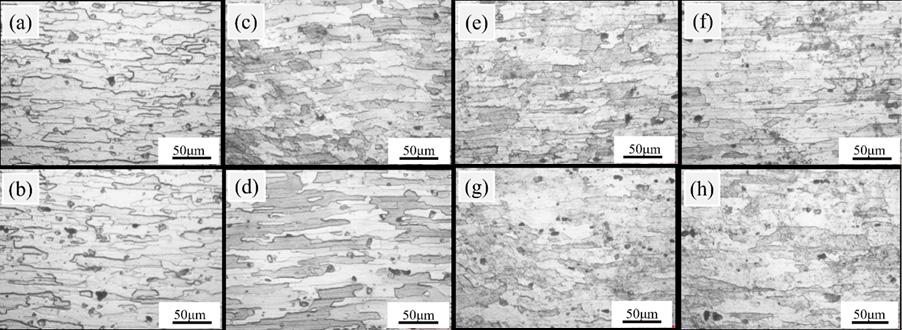
图 4 SSFSW不同旋转速度下7075侧显微组织:(a)400AS-TMAZ;(b)400AS-HAZ;(c)800AS-TMAZ;
(d)800AS-HAZ; (e)1200AS-TMAZ;(f)1200AS-HAZ;(g)1600AS-TMAZ;(h)1600AS-HAZ
Figure 4 Microstructure of the 7075 side under different rotation speeds in SSFSW: (a)400AS-TMAZ; (b)400AS-HAZ;
(c) 800AS-TMAZ; (d) 800AS-HAZ; (e) 1200AS-TMAZ; (f) 1200AS-HAZ; (g) 1600AS-TMAZ; (h) 1600AS-HAZ
3.2.2 焊核区(NZ)组织
焊核区(NZ)的形成主要源于搅拌摩擦焊接过程中剧烈的热-机械耦合作用。高速旋转的搅拌针与金属基材摩擦产生大量热量,使局部温度迅速升高至动态再结晶临界点以上,导致材料发生显著软化,并在剪切力作用下发生塑性流动。当热输入达到一定程度后,该区域发生动态再结晶,但由于搅拌针持续转动并不断破碎晶粒,新生晶粒在长大过程中被反复打断,最终形成了分布均匀、尺寸细小的等轴晶组织。此外,搅拌作用还促使原本粗大的强化相(如Mg2Si颗粒)破碎并均匀弥散分布在晶粒内部和晶界处,通过钉扎晶界和阻碍位错运动起到显著的弥散强化效果[15]。图5对比了不同旋转速度(400~1600 rpm)下焊核区的显微组织变化,低速时可能出现再结晶不完全或组织不均匀,而中速时热—机械作用平衡,易获得理想的细小等轴晶和强化相分布,但过高转速可能导致晶粒粗化或强化相团聚,从而影响材料性能。
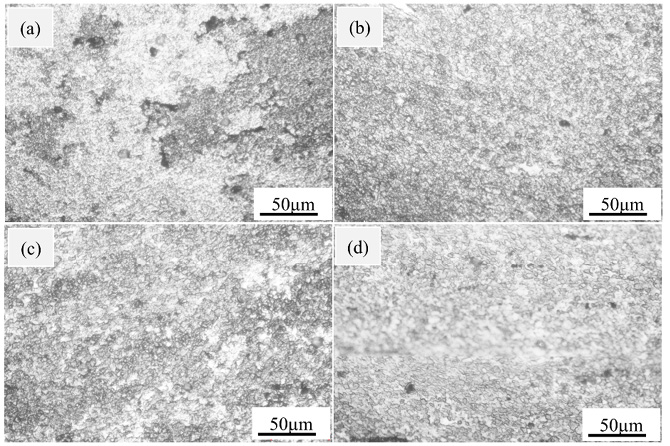
图 5 SSFSW不同旋转速度下NZ显微组织:(a)400NZ;(b)800NZ;(c)1200NZ;(d)1600NZ
Figure 5 Microstructure of NZ under different rotation speeds in SSFSW: (a) 400NZ; (b) 800NZ; (c) 1200NZ; (d) 1600NZ
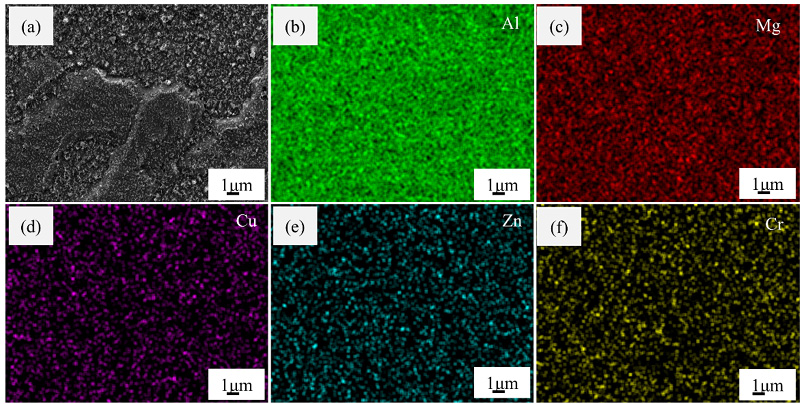
图 6 SSFSW接头焊核区的SEM图像及EDS面扫结果
Figure 6 SEM images and EDS mapping results of the NZ in SSFSW welded joints
图6为焊核区EDS元素分布图。可见Al、Mg、Si、Zn等元素在焊核区均匀分布,表明6061与7075在搅拌针作用下实现了充分混合。图中黑色颗粒经EDS分析确认为Mg2Si相(图6c、d),均匀分布在晶粒内部及晶界上,起到弥散强化作用。当旋转速度为800rpm时,Mg2Si颗粒分布最为均匀,数量也最多,这与该工艺下材料混合更充分有关。在焊接过程中,NZ受到的温度最高,查阅文献可知,在晶界、亚晶界处析出η-MgZn2或Mg3Zn3Al2或Al2Cu[16]。
3.2.3 6061 后退侧组织
图7为不同旋转速度下6061铝合金后退侧显微组织形貌。热机影响区(TMAZ)晶粒受搅拌针机械剪切作用,沿金属流动方向被拉伸形成纤维状组织,部分区域因受焊接热循环作用发生组织回复,生成少量等轴晶
(图7a、c、e、g)。与前进侧相比,后退侧TMAZ的变形更为均匀,这是因为后退侧金属主要沿焊接反方向流动,流动路径较为单一,应变分布更均匀。热影响区(HAZ)晶粒呈板条状,尺寸较母材略有增大,但未观察到明显的强化相粗化(图7b、d、f、h),这是因为6061铝合金中的Mg2Si相热稳定性较高,在焊接热循环下不易溶解或粗化。
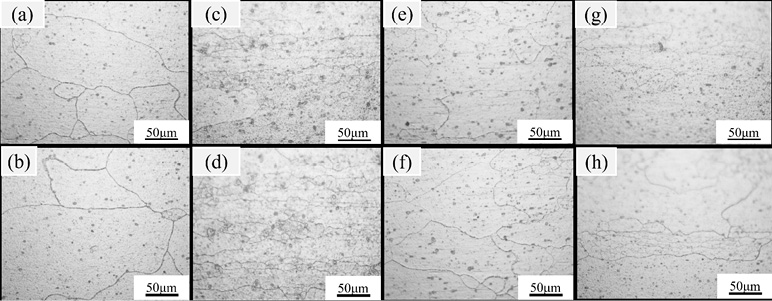
图 7 SSFSW不同转速下6061侧显微组织:(a)400RS-TMAZ;(b)400RS-HAZ;(c)800RS-TMAZ;(d)800RS-HAZ;
(e)1200RS-TMAZ;(f)1200RS-HAZ;(g)1600RS-TMAZ;(h)1600RS-HAZ
Figure 7 Microstructure of 6061 side under different rotation speeds in SSFSW: (a) 400RS-TMAZ; (b) 400RS-HAZ; (c) 800RS-TMAZ; (d) 800RS-HAZ; (e) 1200RS-TMAZ; (f) 1200RS-HAZ; (g) 1600RS-TMAZ; (h) 1600RS-HAZ
图8为6061后退侧EDS元素分布图,可见Si元素均匀分布(图8d),证实了Mg2Si相的存在。与焊核区相比,后退侧Mg2Si颗粒尺寸略大(1-2μm),这是因为后退侧热输入相对较低,Mg2Si相未发生明显溶解与重分布。当旋转速度为800rpm时,后退侧Mg2Si相分布最为均匀,这有利于提升接头的整体强度。
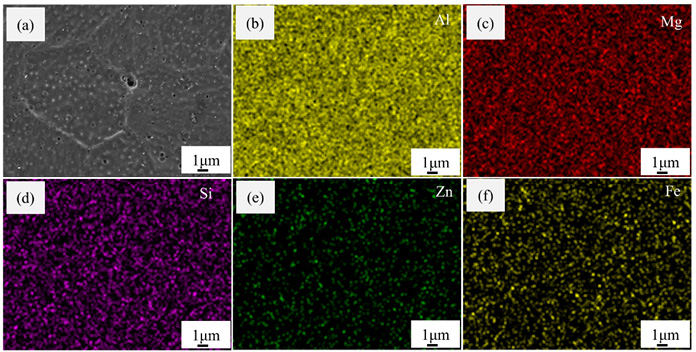
图 8 SSFSW接头后退侧的SEM图像及EDS面扫结果
Figure 8 SEM images and EDS mapping results of the retreating side of SSFSW joints
3.3 焊接接头力学性能分析
3.3.1 显微硬度
图9为不同旋转速度下SSFSW接头的显微硬度分布曲线。由图可知,所有接头的硬度分布呈现相似规律:6061母材硬度约120HV,7075母材约170HV,焊核区硬度介于两者之间(120-150HV),热影响区(HAZ)出现明显的硬度低谷,最低硬度值出现在距焊缝中心约2mm处。
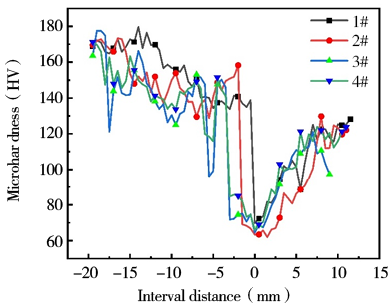
图 9 不同旋转速度下SSFSW接头的硬度分布图
Figure 9 Hardness distribution of SSFSW joints at different rotation speeds
当旋转速度为400rpm时,HAZ最低硬度为110HV,硬度低谷宽度约5.5mm;转速增至800rpm时,HAZ最低硬度提升至125HV,低谷宽度缩小至4.8mm;转速1200rpm和1600rpm时,HAZ最低硬度分别为115HV和110HV,低谷宽度扩大至6.2mm和7.0mm。这表明适中的旋转速度(800rpm)可抑制HAZ软化,而过高的转速(1200-1600rpm)因热输入过大,导致7075侧强化相过度粗化,6061侧晶粒过度长大,硬度下降。
3.3.2 拉伸性能
拉伸试验结果表明(图10),接头均断裂于HAZ。转速400 rpm时,抗拉强度仅176 MPa(为6061母材的53.7%),延伸率4.2%;转速增至800 rpm时,强度升至223 MPa(68%),延伸率5.87%,性能最佳;继续增至1200 rpm和1600 rpm,强度分别降至213 MPa和208 MPa,延伸率也下降。主要是因为,低转速时热输入不足,HAZ组织均匀化与再结晶不充分,位错密度高且分布不均,强化相弥散析出不足,承载能力降低[17];800 rpm时适度热输入促进HAZ充分动态再结晶,形成细小均匀晶粒,时效强化相均匀弥散,晶界面积增加,强化作用充分发挥。过高转速(1200/1600 rpm)导致剧烈热循环,HAZ长时间高温,一方面使时效强化相(如7075铝合金中的η′相)过度粗化,失去阻碍位错运动能力;另一方面晶粒显著粗化,晶界数量减少、强度下降,接头性能降低。
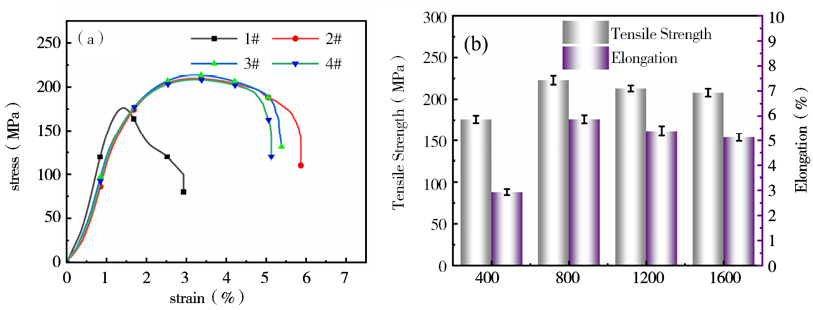
图 10 不同旋转速度下SSFSW接头的:(a)拉伸应力应变曲线图; (b)抗拉强度与延伸率
Figure 10 The SSFSW connectors under different rotational speeds: (a) Tensile stress-strain curves; (b) Tensile strength and elongation of SSFSW joints at different rotation speeds
因7075侧HAZ硬度最低,接头断裂均位于该侧。7075为可热处理强化材料,强度依赖细小弥散强化相。800 rpm时热输入适中,HAZ强化相粗化较轻,能保持阻碍位错能力[19];焊核区发生剧烈塑性变形与动态再结晶,形成细小等轴晶,晶界强化与残留强化相协同作用,获得良好综合性能。过高转速使7075侧HAZ温度急剧升高、高温停留时间延长,强化相快速粗化,析出强化效果减弱;同时高温加剧溶质原子扩散,降低固溶强化效果;焊核区晶粒长大,晶界数量减少,强化作用削弱,使7075侧HAZ成为最薄弱区域,率先断裂[18]。
3.3.3 断口形貌
图11是旋转速度为800rpm,焊接速度为200mm/min工艺参数下接头的拉伸断口SEM形貌。可见断口表面分布着大量深而均匀的韧窝,属于典型的韧性断裂特征。韧窝中央存在大量第二相颗粒(图11a),经EDS成分测试确定该颗粒主要成分为Mg2Si(图11b),测试结果与焊核区EDS结果一致。与传统FSW断口相比,SSFSW断口韧窝中的第二相颗粒数量更多,分布更均匀,这归因于静轴肩控制下更合理的热输入,促进了Mg2Si相的均匀析出与分布,增强了基体与第二相之间的结合力,从而提升了接头的塑性[20]。
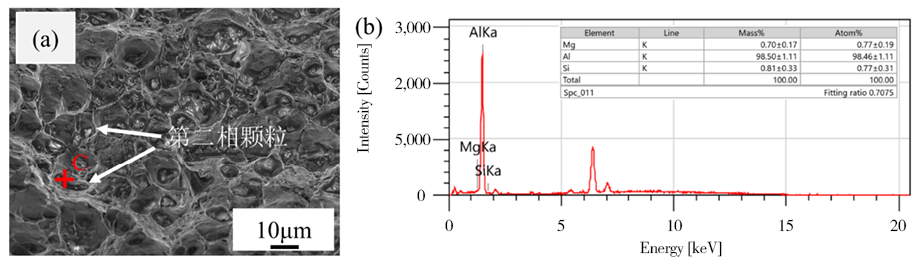
图 11 焊接参数为800-200的接头拉伸断口SEM形貌及EDS点扫结果
Figure 11 SEM morphology and EDS point scan results of the tensile fracture of SSFSW joints at welding parameters 800-200
4 结果与讨论
4.1 旋转速度对热输入与材料流动的影响机制
SSFSW焊接工艺中,旋转速度是调控焊接热输入的核心工艺参数。当旋转速度从400rpm增至1600rpm时,热输入量显著增加。热输入的提高可以使材料塑性流动能力增强,促进6061与7075的混合,表现为搅拌区宽度增大、界面迁移量增加;但是,过高的热输入会导致材料过热,引起晶粒长大与强化相粗化,不利于接头性能。
材料流动行为受旋转速度与热输入的共同影响。在前进侧,7075铝合金自身热导率偏低,致使该区域处于较高温环境,材料软化现象更为突出,在搅拌针的搅动作用下,更易向焊核区后方发生迁移;后退侧的6061铝合金则不同,其温度相对较低,材料流动过程中面临的阻力较大,流动方向以焊接反方向为主。这种不均衡的流动特征,会导致界面向前进侧产生偏移,且偏移程度会随旋转速度的提高而逐步加大。当转速为800rpm时,热输入与机械搅拌达到平衡,材料流动均匀性最佳,界面混合最充分。
4.2 组织演变与力学性能的关联规律
7075铝合金前进侧热影响区硬度下降,核心诱因是强化相粗化与溶解。焊接热循环使时效析出的MgZn2相发生回溶,同时在冷却过程中重新析出但尺寸粗大,失去弥散强化效果。当旋转速度为800rpm时,热输入量适中,MgZn2相粗化程度较轻,HAZ硬度较高,接头强度提升。
焊核区的细小等轴晶组织与均匀分布的Mg2Si相是接头强度与塑性的重要因素。晶粒细化通过晶界强化机制提高强度,而Mg2Si相作为硬质点,阻碍位错运动,同时其与基体的良好界面结合促进了塑性变形。当转速为800rpm时,焊核区晶粒最细,Mg2Si相分布最均匀,因此强度与延伸率达到最佳。
6061后退侧组织对热输入相对不敏感,其强化相Mg2Si的热稳定性较高,因此后退侧硬度变化较小,对接头性能的影响主要来自前进侧与焊核区[21-25]。
4.3 异种铝合金 SSFSW 工艺优化方向
基于本研究结果,异种铝合金SSFSW工艺优化应重点考虑以下因素:
热输入控制:旋转速度与焊接速度的匹配需确保焊核区温度在再结晶温度以上(约300℃),但低于母材的固溶温度(6061固溶温度520℃,7075固溶温度475℃),避免过热。对于6061/7075组合,建议旋转速度与焊接速度比(n/v)控制在4-6rpm·min/mm,本研究中800rpm/200mm/min=4rpm·min/mm时性能最佳。
材料流动平衡:通过调整搅拌针几何参数(如直径、长度、螺纹角度)与轴肩压力,改善6061与7075的流动均匀性,减少界面偏移。
后热处理:对于7075侧HAZ的软化问题,可采用焊后人工时效(如120℃×24h)促进MgZn2相的弥散析出,恢复强度。
5 结论
(1)焊缝成形性能:旋转速度显著影响6061/
7075SSFSW接头表面成形与截面特征。当转速从400rpm增至1600rpm时,搅拌区宽度从2.3mm增至4.6mm,界面迁移量从0.5mm增至2.5mm,转速800rpm时焊缝表面质量最佳,无明显缺陷。
(2)显微组织特征:7075前进侧热影响区强化相MgZn2随转速增加而粗化,800rpm时粗化程度最轻;焊核区在800rpm时形成5-8μm的细小等轴晶,Mg2Si相均匀分布;6061后退侧组织对热输入不敏感,主要析出相为Mg2Si,分布均匀。
(3)力学性能规律:接头性能随转速增加呈先升后降趋势,800rpm时抗拉强度223MPa(6061母材的68%),延伸率5.87%,断口为韧性断裂,韧窝中富含Mg2Si强化相。
(4)优化机制:旋转速度800rpm时,热输入与机械搅拌作用平衡,既保证材料充分混合,又抑制了7075侧HAZ软化与焊核区晶粒长大,实现接头性能优化。
参考文献
[1] Ahmed M M Z,El-Sayed Seleman M M,Fydrych D,et al.Friction stir welding of aluminum in the aerospace industry:the current progress and state-of-the-art review[J].Materials,2023,16(8):2971.
[2] Derazkola H A,Elyasi M.Cooling-assist friction stir welding:A case study on AA6068 aluminum alloy and copper joint[J].Proceedings of the Institution of Mechanical Engineers,Part B:Journal of Engineering Manufacture,2024,238(12):1837-1850.
[3] Zamrudi F H,Setiawan A R.Effect of friction stir welding parameters on corrosion behaviour of aluminium alloys:an overview[J].Corrosion Engineering,Science and Technology,2022,57(7):696-707.
[4] Shah L H A,Midawi A R H,Walbridge S,et al.Influence of tool eccentricity on the material flow and microstructural properties of AA6061 aluminum alloy friction stir welds[J].Journal of Alloys and Compounds,2020(826):154219.
[5] Joshi A,Gope A,Gope P C.Effect of post-weld heat treatment on mechanical properties and fatigue crack growth behaviour of friction stir welded 7075-T651 Al alloy[J].Theoretical and Applied Fracture Mechanics,2023(123):103714.
[6] Yadav V K,Gaur V,Singh I V.Effect of post-weld heat treatment on mechanical properties and fatigue crack growth rate in welded AA-2024[J].Materials Science and Engineering:A,2020(779):139116.
[7] Scheider I,Barbini A,dos Santos J F.Numerical residual strength prediction of stationary shoulder friction stir welding structures[J].Engineering Fracture Mechanics,2020(230):107010.
[8] Dixit A R,Srivastava A K,Dwivedi S,et al.An investigation on microstructural features and bonding strength of magnesium-based multifunctional laminated composite developed by friction stir additive manufacturing[J].The International Journal of Advanced Manufacturing Technology,2023,128(1/2):531-546.
[9] Ma H,Li J,Tao B,et al.Microstructure evolution during linear friction welding of dissimilar titanium alloys TC4 and TC17[J].Journal of Materials Science,2022,57(1):700-716.
[10] Li B,He P,Wang J,et al.Mechanical characteristic and stress-strain modelling of friction stir welded 6061-T6 aluminium alloy butt joints[J].Thin-Walled Structures,2024(198):111645.
[11] Xu Y,Li W,Yang X,et al.Evolution of grain structure,γ’precipitate and hardness in friction welding and post weld heat treatment of a new Ni-Fe based superalloy[J].Materials Science and Engineering:A,2020(788):139596.
[12] Dang M,Guo Z,Ma T,et al.Microstructure evolution and mechanical properties of a linear friction welded TC4-DT titanium alloy joint[J].Materials Today Communications,2025(46):112684.
[13] Memon S,Paidar M,Ojo O O,et al.The role of stirring time on the metallurgical and mechanical properties during modified friction stir clinching of AA6061-T6 and AA7075-T6 sheets[J].Results in Physics,2020(19):103364.
[14] Liu Z,Yang K,Yan D.Refill friction stir spot welding of dissimilar 6061/7075 aluminum alloy[J].High Temperature Materials and Processes,2019,38(2019):69-75.
[15] Heidarzadeh A,Javidani M,Mofarrehi M,et al.Submerged dissimilar friction stir welding of AA6061 and AA7075 aluminum alloys:Microstructure characterization and mechanical property[J].Metals,2021,11(10):1592.
[16] Çam G,Javaheri V,Heidarzadeh A.Advances in FSW and FSSW of dissimilar Al-alloy plates[J].Journal of Adhesion Science and Technology,2023,37(2):162-194.
[17] Kaba L,Djeghlal M E,Ouallam S,et al.Dissimilar welding of aluminum alloys 2024 T3 and 7075 T6 by TIG process with double tungsten electrodes[J].The International Journal of Advanced Manufacturing Technology,2022,118(3):937-948.
[18] Hong T,Ding F,Chen F,et al.Mechanical properties of 6061 aluminum alloy under cyclic tensile loading[J].Crystals,2023,13(8):1171.
[19] Wang H,Cao Y,Wu Y,et al.Simulation of creep-fatigue crack growth in aluminum alloy layers of hydrogen storage cylinders[J].Ships and Offshore Structures,2026,21(4):467-476.
[20] An L,Du X,Kong J,et al.Effect of Annealing on Microstructure and Properties of Al–Si–Mg–Cu–B–P Alloy[J].Transactions of the Indian Institute of Metals,2025,78(3):1-10.
[21] Khalifa R B,Toumi O.Prediction of the friction stir welding temperature and ultimate tensile stress for 6061 T6 aluminum[J].Proceedings of the Institution of Mechanical Engineers,Part C:Journal of Mechanical Engineering Science,2025,239(14):5622-5635.
[22] Guo F,Duan S,Wang N,et al.Effect of welding speed on precipitation and mechanical properties of friction stir welded 7075 aluminum alloy[J].Journal of Materials Engineering and Performance,2025,34(21):25186-25197.
[23] Yan Z,Liu X,Yang S,et al.Numerical simulation and experimental investigation on friction stir welding of AZ31 magnesium alloy[J].Materials Research Express,2024,11(7):076519.
[24] Alaeibehmand S,Ranjbarnodeh E,Mirsalehi S E.Phase formation in pinless friction stir spot welding of DP600 dual-phase steel to 6061 aluminum alloy dissimilar joints[J].Materials Characterization,2025(227):115268.
[25] Li B,Shen F,Wang J,et al.Experimental study on mechanical behaviour of friction stir welded aluminium alloy butt joints[C]//Structures.Elsevier,2024(63):106407.



